Reducing Operational Expenditures Of Standard Vapour Recovery Units In Tank Storage

Loading and unloading Chemical, Petrochemical and Petroleum Terminal operators strive to maintain competitiveness, and as such are always searching for new opportunities to reduce the capital expenditures CAPEX, and operational expenditures OPEX. It is often thought that reducing the OPEX will be at the detriment of an increase in the CAPEX, or vice versa. So far installation of vapour recovery units (VRU) in terminals, have been no exception.
The prevailing method of VOC vapour recovery globally is adsorption of the VOCs onto activated carbon. Following adsorption, the activated carbon is regenerated by applying vacuum to these, the so-called pressure swing adsorption principle.
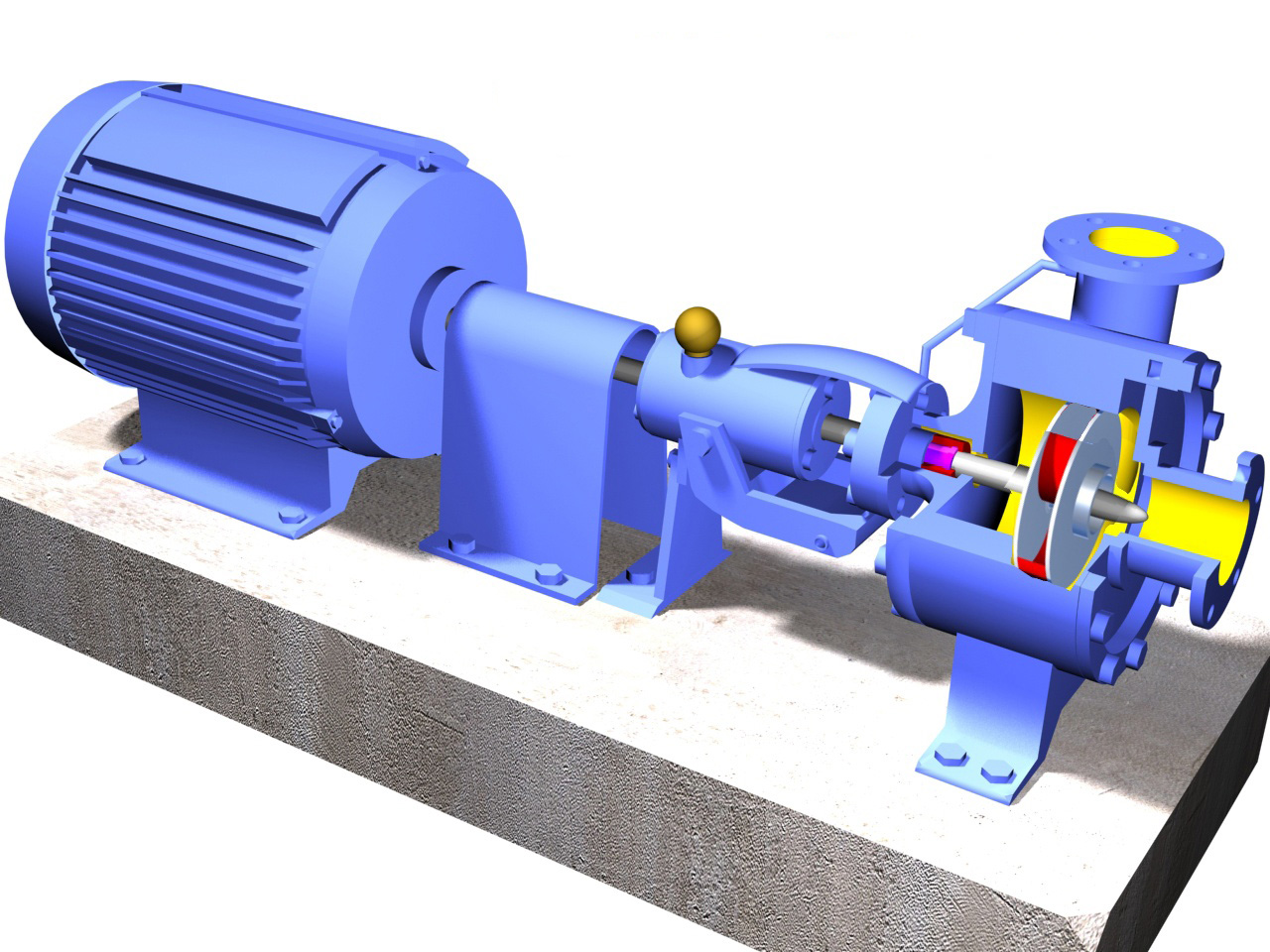
Traditionally the vacuum for regeneration is provided by a vacuum pump. Originally liquid ring pumps were used, later around the millennium, other vacuum pumps like the rotary vane and screw types appeared in VRUs.
A very high proportion of the OPEX of a pressure swing adsorption VRU is energy costs to operate the vacuum pumps. For the last 15 years, no development of standard VRUs for normal oil terminal operation has been introduced, with focus on significant reduction of the vacuum pumps energy consumption.
With the emergence of a new generation of VRUs, the energy consumption of vacuum pumps in standard VRUs, has been brought to the top of the agenda. The innovative group of VOCZero, with its many decades of experience in the vapour recovery industry, has brought the distribution terminal line (DTL) of VRUs to the market, which has superior energy efficiency.
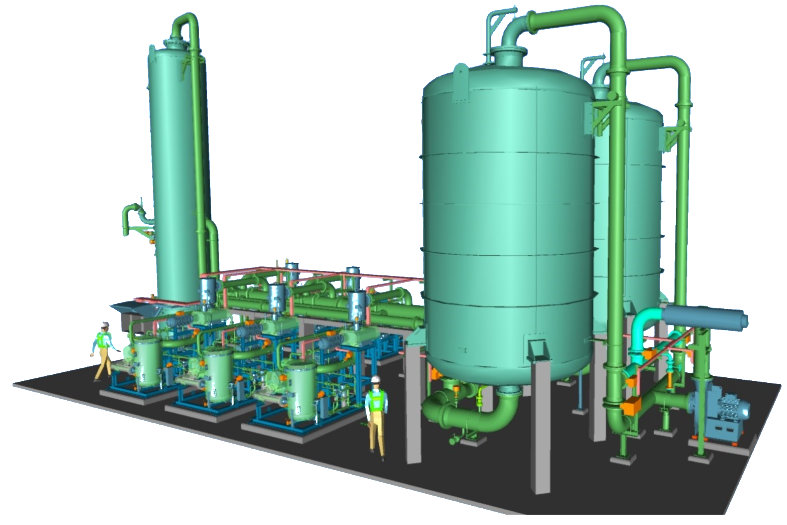
Optimised Vacuum Vapour Recovery Systems/Units
As standard, the vacuum system consists of rotary vane vacuum pumps, which have the lowest energy consumption among vacuum pumps, equal to the screw vacuum pumps. Upstream the vacuum pump, Roots blowers are installed as boosters to the vacuum pumps. Roots blowers are characterized by being able to transport large vapour volumes, over a relatively modest pressure range, highly energy-efficient. In the DTL VRUs, roots blowers evacuate VOC vapour from the activated carbon, in the pressure range 10 to 20 kPaA. At 20 kPaA, the VOC vapour volume is compressed to approximately the half of the volume it makes out at 10 kPaA. This requires a vacuum pump with only the half vapour capacity operating from 20 kPaA, in comparison to if it operates from 10 kPaA.

The very high energy efficiency of roots blowers, combined with rotary vane vacuum pumps of half vapour capacity, compared to the necessary vapour capacity of vacuum pumps installed in conventional pressure swing VRUs, gives an overall energy saving of 10 – 25% per m3 VOC vapour processed, relative to VRUs equipped with only screw vacuum pumps, and 30 – 50% relative to liquid ring vacuum pumps. Following the reduction in the necessary vapour capacity of vacuum pumps, physical dimensions and weights of machinery and piping are reduced, and so is the footprint of the installation, and also the CAPEX of the DTL VRUs. The vacuum system used in the DTL VRUs is extremely reliable. The rotary vane vacuum pump was introduced in pressure swing VRU service around the millennium. The experience has shown that this vacuum pump type in general operates with VOC vapour in VRUs for more than 15 years, without need for overhauls, which is highly unusual compared to other types of vacuum pumps or rotating process machinery, and it definitely keep the OPEX of the DTL VRUs at an absolute minimum. The roots blower has a history dating back to 1860, when it was patented. Today it is one of the most common blower, millions are installed as superchargers for combustion engines. Process wise the roots blower is simple and very reliable machinery.
It is particularly easy to maintain the vacuum system of the DTL VRUs. Only change of lubrication oil and oil filters is required at prescribed intervals.
Related…


Contact us
If you would like to place an order or find out more, please email info@assentech.co.uk, call on +44 1726 844 707, or fill in a contact form here.

